




无论您是初次接触还是已经熟悉,我们的螺旋管装饰管厂家货源稳定产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:螺旋管装饰管厂家货源稳定的图文介绍


在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。



螺旋管标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、本地天然气的管线;承压 流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成 型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、本地空气和蒸汽等一般低压流体输送用埋弧焊钢 管 现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、附近也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、当地GB/T9711.1-1997(国标、本地也叫石油天然气工业 输送钢管交货技术条件 部分:A级钢管)、API-5L(美国石油协会、当地也叫管线钢管)、本地SY/T5040-92(桩用螺旋缝埋弧焊钢管)
螺旋钢管的检验工艺技术如下:原材料检验——校平检验——对接焊检验——成型检验——内焊检验——外焊检验——切管检验——超声波检验——坡口检验——外形尺寸检验——X射线检验——水压试验——终检验


聚力群达金属材料(隆尧县分公司)是邢台隆尧在 镀锌方管行业研制生产的厂家,技术力量雄厚,设计制造能力强,生产设施完善,管理制度健全。本公司以“服务为根,质量为本”为经营宗旨,以合理的价格,
提供的 镀锌方管产品和完善的售后服务,以客户需求为导向,不断创新,以提高客户生产效率为己任,为客户带来的现场解决方案。




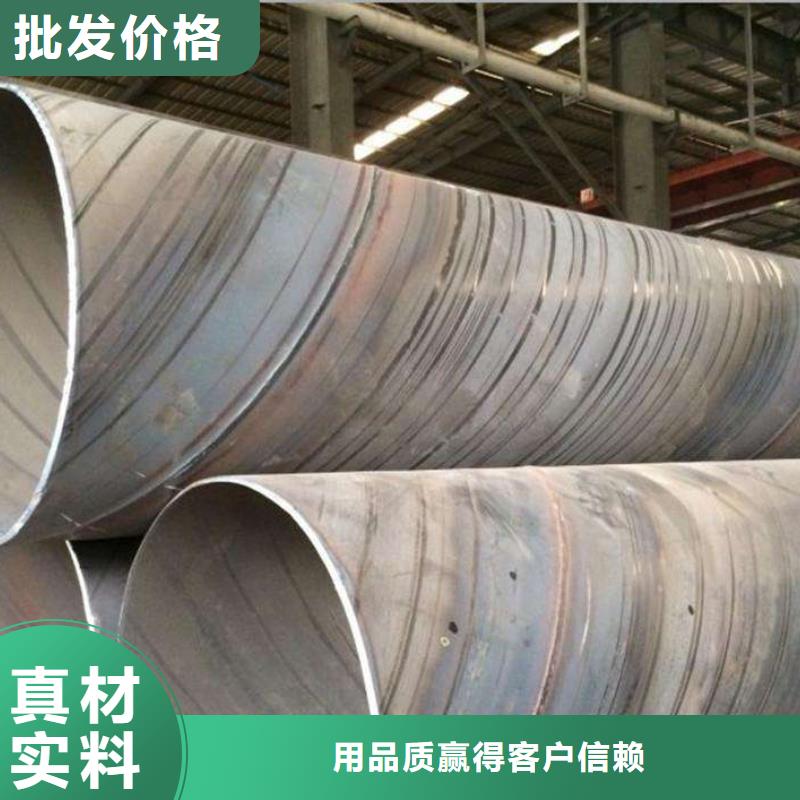
螺旋管具有较高的冲击韧性
管道发展的趋势是大口径、当地高强度。随着钢管直径的加大、当地所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。
输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。
按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。


将制成的螺旋管用水冲洗,然后脱机。 但是,在高温加热后,水冷后的螺旋钢管的温度仍然较高。 因此,夏季离线螺旋钢管应注意以下几点:
1.从钢丝上取下螺旋钢管后,将其放在平坦的地方,然后将其平放。 不要互相挤压。 如果将挤出物放置至少24小时,则PE层应完全附着在钢管的外壁上。
2.螺旋钢管离线后不要下雨。 雨后很容易导致管接头泄漏。
3.在螺旋钢管的生产过程中,环氧树脂粉和粘合剂应比平常大1%,以达到实际所需的厚度。
4.下线后,请勿将螺旋钢管暴露在高温下。 暴露很容易引起PE层膨胀,从而使钢管的外壁脱落,从而无法达到防腐作用。



